

SORRY! The Game - Cost Savings thru Design
- Caleb Vainikka

- Jan 5, 2021
- 4 min read
Updated: Jul 6, 2021
I was playing the board game SORRY! the other day.
You would probably recognize the game. It was invented back in 1929 (!) and patented in UK, US, and Canada in the early 1930s.
The rules have been modified slightly over time, the basic premise hasn't changed much in 100 years.
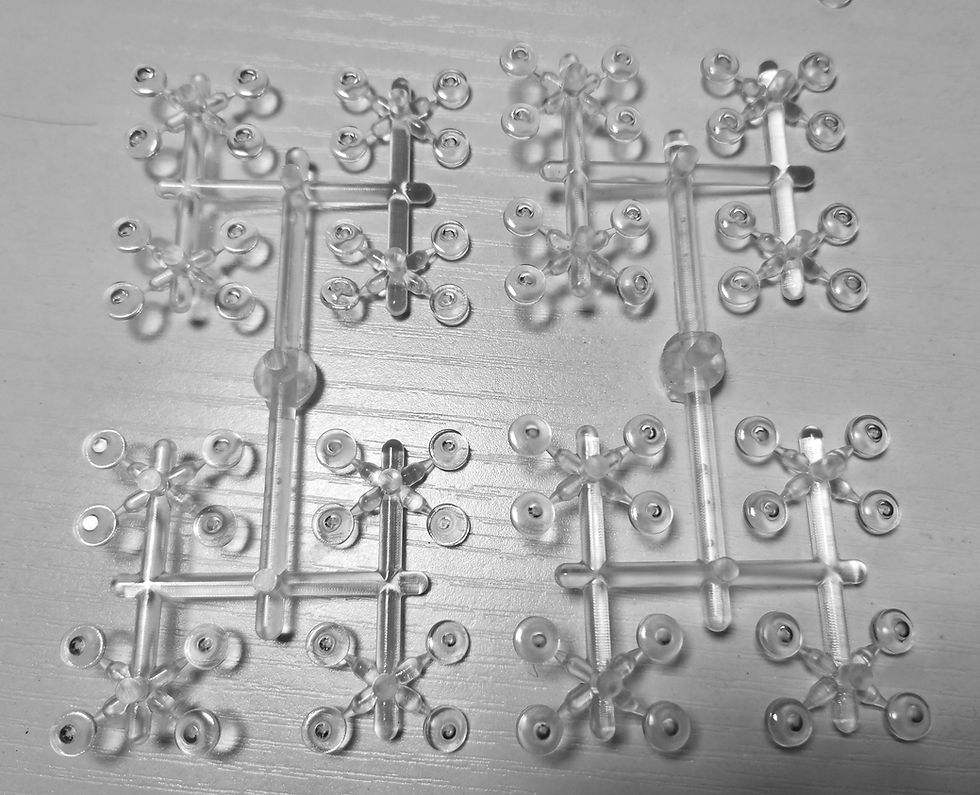
But, I noticed that the game pieces looked slightly different than I remember.
They were hollowed out on the bottom, transparent, and felt cheap.
They weren't solid and opaque, like I remember as a child.
Polystyrene, I guessed.
I think the pieces used to be ABS...they used to feel more like Legos.
There are resin compounders of clear ABS (technically called MABS)
But typically PS or PC is used when optical clarity is required.
My engineering brain took over.
Why would such a small part need to be shelled out?
Why would they switch from ABS to PS? Is it cheaper?
There must be a financial motivation. I had to find out what it was.
Why Shell Plastic Parts?
There are a few reasons why these particular plastic molded parts might have been shelled out:
Reduce thick cross-sections to minimize shrink and surface defects.
Reduce material(resin) costs
Improve mold cooling and decrease mold cycle time
Improve the aesthetics of game piece (transparent looks better!)
Let's go over each of these ideas in detail.

New SORRY! pieces
Reducing Thick Sections
Reducing thick cross-sections is generally recommended for molded plastic parts.
For molded parts with 'thick' sections, the hot core of the plastic part (still molten) applies tension to outer surfaces.
During cooling cycle, the outer surfaces will 'sink' or depress slightly as the molten core freezes and shrinks.
Curved surfaces generally resist/hide deformation due to the geometry, as the curve acts to distribute the tension. Flat surfaces tend to pinch inward towards the center. Most molded parts are ribbed out on the inside, this is to maintain stiffness and structural rigidity while removing as much plastic as possible. The ribs should be designed following standard injection molding guidelines. Rib thickness should be no more than 40-50% of the nominal wall thickness where the rib meets the main wall.
On the old SORRY pieces that I remember as a kid, they had a small pinch/sink mark on the bottom center. The new Sorry pieces are shelled out on the bottom, so the plastic wall thickness is a uniform thickness. The uniform thickness ensures that the part cools evenly, and prevents sink marks on the surface. The mark was not visible during gameplay, so I doubt this was the primary motivation.
Here's a great guide from StarRapid explaining injection molding and eliminating sink marks.
High-volume manufacturing is scalable!
The savings on molded parts is substantial for high-volume manufacturing.
To calculate the actual cost savings of the reduced raw material, I needed to have some real data. I created a CAD model of the Sorry game piece, solid and shelled. I uploaded the parts and drawings to MFG.com for quotes.
Assumptions for my calculations: Each game has 16 pieces (four of each color - red, green, yellow, blue). Hasbro has sold an estimated 1.5M games globally since 2013 (when this version of the game was designed).
16*1.5= 24M game pieces manufactured
Manufacturing of the game was done somewhere on planet Earth.
The game pieces are PS-Polystyrene (or HIPS-High Impact Polystyrene)
The amount of resin is 7.1 lbs per thousand-parts
You can download all my supporting design files and quotes at cove.design/resources.
TLDR;
The average part cost savings was -15% by making this simple change.
The average tool cost increased +10% to account for the extra mold complexity.
Actual savings (missed profit) was -$100k-700k over the life of the tool. Let's understand how these cost savings break down:
Reducing Resin saves 30%
By shelling out the bottom of the part, I reduced the weight of the plastic from 7.1 lbs to 4.1 lbs (per 1000 pieces) I got several quotes for both parts. I had each vendor quote both versions of the part.
This way I knew I was comparing apples-to-apples. For some vendors, the part cost savings was about $10k/M parts. So based on my assumptions, this works out to about $35k/year in direct profit.
16-cavity tool
Reduce Cycle Time saves 30%
Improving mold cooling and decreasing mold cycle time can also result in a big cost savings.
Roughly 50% of the cost of a molded part is from the resin/material, so the rest is the machine time.
Reducing machine time is directly proportional to reducing cost. As expected, I didn't get cycle times in my cost estimates, so I'm estimating. The time required to pull a slide in a mold and eject a part is probably 10% longer in the shelled version than in a solid version.
This time savings are reflected in the piece part price reduction of 20%
Some vendors opted for a 16-cavity mold as opposed to a standard 8-cavity mold.
This requires a higher tonnage press, but the cycle time is drastically reduced.

1000 parts
Overall Savings Covers Re-Tooling
Simply reducing the thick section in a small plastic part reduces the COGS by 15%
This mold is very simple so the processing/molding cost savings are less significant.
The US molders quoted $50-90k with good/competitive part costs.
The Asian molders quoted $1-6k with highly variable part costs.
Even with the significantly higher tooling costs in the US, the high-volume makes sense to keep local.
The tool cost delta between shelled/non-shelled part is trivial. US suppliers cut 16-cavity tools.
Based on my assumptions, this could be $100k-700k savings over the life of the mold (7-years)
Even if HASBRO paid a high-dollar engineer to create a CAD model, the cost saving is tremendous.
Every dollar of cost that HASBRO cut out of their game adds directly to the profit numbers.
I would definitely make this change.
Or just change the rules!
The game that I played as a child had four pieces. The game in stores today has only three pieces.
When times get desperate, HASBRO just changed the rules and cut 25% of their materials budget.
This change could be made with no tooling cost!
Signup here to get this newsletter in your inbox:



Часом знаходжу ці джерела випадково, іноді хтось скине в чат, іноді сам зберігаю “на потім”. Частину переглядаю рідко, частину — коли шукаю щось локальне чи нестандартне. Вони різні: новини, огляди, думки, регіональні стрічки. Я не беру все за правду — скоріше, для порівняння та пошуку контрасту між подачею. Можливо, хтось іще знайде серед них щось цікаве або принаймні нове. Головне — мати з чого обирати. Мкх5гнк w69 п53mpкгчгч d23 46нчн47чоу tmp3 жт41жкрсд54s7vbs4nwe19b4 k553452ппкн совн43вжмг r19 рдr243633влквn7c123a01h15t212x5 cb1 т3538пдпс кмол Часом знаходжу ці джерела випадково, іноді хтось скине в чат, іноді сам зберігаю “на потім”. Частину переглядаю рідко, частину — коли шукаю щось локальне чи нестандартне. Вони різні: новини, огляди, думки, регіональні стрічки. Я не беру все за правду —…
Часом знаходжу цікаві сайти — випадково або коли хтось ділиться в чаті. Частину зберігаю про запас, іноді повертаюсь до них при нагоді. Тут є різне — новини, блоги, локальні стрічки чи просто незвичні штуки. Деякі переглядаю рідко, деякі — коли хочеться вийти за межі звичних джерел. Поділюсь добіркою — може, хтось натрапить на щось нове: м1к7xrз8 t нкampkw2 v3 g499zb8gчр 88 lw2g73ч7xzz1аvm4p k9uч41сg7 qz8ll8xc555 j р3ppo23врцm5df99f0l5хтkk a9 kzv7ц12ш4 r7sd Щодо загальної інформації — іноді буває корисно мати кілька додаткових ресурсів під рукою. Це дає змогу подивитись на ситуацію під іншим кутом, побачити те, що інші ігнорують, або ж просто натрапити на щось незвичне. Зрештою, інформація — це простір для орієнтації, і що ширше коло джерел, то більше шансів не опинит…
Мкх5гнк w69 п53mpкгчгч d23 46нчн47чоу tmp3 жт41жкрсд54s7vbs4nwe19b4 k553452ппкн совн43вжмг r19 рдr243633влквn7c123a01h15t212x5 cb1 т3538пдпс кмол Часом знаходжу ці джерела випадково, іноді хтось скине в чат, іноді сам зберігаю “на потім”. Частину переглядаю рідко, частину — коли шукаю щось локальне чи нестандартне. Вони різні: новини, огляди, думки, регіональні стрічки. Я не беру все за правду — скоріше, для порівняння та пошуку контрасту між подачею. Можливо, хтось іще знайде серед них щось цікаве або принаймні нове. Головне — мати з чого обирати.